

Ефикасност на првом месту – 10 уобичајених недостатака квалитета ласерског сечења метала и како их избећи
2022-06-30
Ласерско сечење је најважнија технологија примене у индустрији ласерске обраде. То је такође најранији и најчешће коришћени метод обраде у ласерској обради. Због својих бројних предности, широко се користи у производњи аутомобила, ваздухопловству, бродоградњи, железничкој опреми, индустријској аутоматизацији, националној одбрани, грађевинском материјалу и другим индустријама. Уз предности прецизног, брзог, једноставног рада и високог степена аутоматизације, ласерско сечење је постало први избор за произвођаче у горе наведеним индустријама за побољшање ефикасности обраде метала.
Када произвођачи желе ласерско сечење за обраду сопствених металних делова или делова својих клијената, најважнија и највреднија ствар коју сматрају је углавном њена способност да постигне брзо, стабилно и штедљиво сечење, што максимизира профит и осваја поверење купаца. Међутим, према искуствима Бодор сервисних инжењера, који помажу у решавању техничких проблема за кориснике Бодор производа, неки недостаци у квалитету сечења током саме обраде сечења често им сметају и чине њихову примедбу непотпуном остваривом. У овом чланку прикупљамо искуства наших инжењера да бисмо закључили 10 уобичајених недостатака у квалитету ласерског сечења метала и доказаних решења, како бисмо помогли да се ласерско сечење постигне задовољавајуће. Читајте даље да бисте сазнали више.
1. Лош квалитет сечења само на једној страни ивице

Узроци: Ласерски зрак није поравнат са сочивом; Млазница је блокирана или није округла; Путања ласера није чиста или није вертикална у односу на материјал
Решења: Проверите центрирање зрака, проверите млазницу, проверите вертикалност ласерске главе или чистоћу сочива
2. Преширок урез
 Узроци: Притисак гаса је превисок; Висина фокуса је превисока; Превише снаге ласера; Лош квалитет материјала
Узроци: Притисак гаса је превисок; Висина фокуса је превисока; Превише снаге ласера; Лош квалитет материјала
Решења: Сваки пут смањити притисак за 0,1 бар; Сваки пут смањите висину фокуса за 0,2 мм; Смањите снагу ласера; Очистите површину материјала
3. Спаљени углови
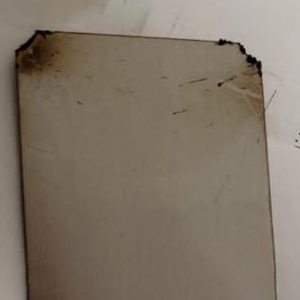 Узроци: Прегревање угла
Узроци: Прегревање угла
Решења: Примена криве снаге или тачке хлађења
4. Груби пресек само на доњој страни ивице
 Узроци: Притисак гаса је превисок; Висина фокуса је прениска
Узроци: Притисак гаса је превисок; Висина фокуса је прениска
Решења: Смањите притисак и повећајте висину фокуса
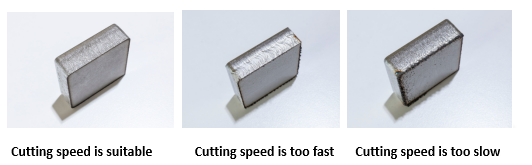
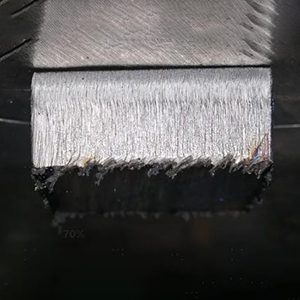
5. Превише грубе пруге на ивици сечења
 Узроци: Притисак гаса је превисок; Висина фокуса је превисока; Брзина сечења је сувише мала; Сочиво је прљаво или оштећено
Узроци: Притисак гаса је превисок; Висина фокуса је превисока; Брзина сечења је сувише мала; Сочиво је прљаво или оштећено
Решења: Нижи притисак гаса; Нижа висина фокуса; Повећајте брзину резања; Проверите сочиво
6. Меке шљаке које се могу уклонити са доње површине
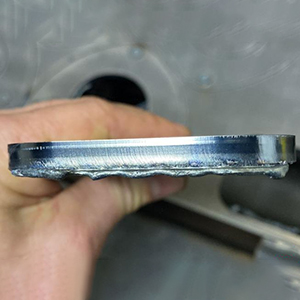 Узроци: Брзина сечења је пребрза; Висина фокуса је превисока; Притисак гаса је превисок
Узроци: Брзина сечења је пребрза; Висина фокуса је превисока; Притисак гаса је превисок
Решења: Мања брзина сечења; Нижа висина фокуса; Нижи притисак гаса
7. Премаз се ољуштио на доњој ивици
 Узроци: Притисак гаса је превисок; Висина фокуса је прениска; Брзина сечења је пребрза
Узроци: Притисак гаса је превисок; Висина фокуса је прениска; Брзина сечења је пребрза
Решења: Нижи притисак гаса и брзина сечења; Повећајте висину фокуса
8. Тврде шљаке на доњој површини лимова од нерђајућег челика
 Узроци: Висина фокуса је превисока; Притисак гаса је пренизак; Висина сечења није одговарајућа
Узроци: Висина фокуса је превисока; Притисак гаса је пренизак; Висина сечења није одговарајућа
Решења: Нижа висина фокуса; Повећајте притисак гаса; Подесите висину сечења
9. Ненормална боја ивице

Узроци: N2 није чист
Решења: Пређите на чисти N2
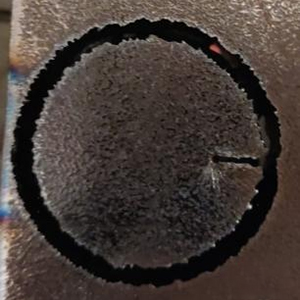
10. Абнормални дефект на почетној тачки сечења

Узроци: Погрешно подешавање кашњења укључивања/искључивања ласера; Неправилан улаѕ за сечење
Решења: Примена различите улазне линије; Ресетујте кашњење укључивања/искључивања ласера
За компаније које се баве производњом или производњом метала, кључно је да обрада ласерског сечења не буде ометана или затворена због абнормалних дефеката сечења. Стабилна, квалитетна и ефикасна машина за ласерско сечење компаније од поверења је оно што им је заиста потребно. Такође пазимо на те уобичајене недостатке сечења, јер су машине за ласерско сечење и даље сложена опрема која захтева редовно и пажљиво одржавање.